

Docs & Info
NxtGen Snow White
The Hardness of NXTGEN Snow White is around 80 shore D
You can use our pigment set to create any pastel colour you want. Don't add to much pigment, otherwise the properties change and too much pigment will influence the attachment of the print to the build platform as well as the max. z-layer height.
Best way to prepare: see our pigment set
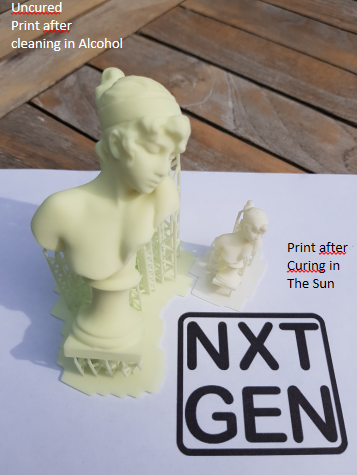
After Printing, the NxtGen Snow White has a yellow undertone. Because of the photobleaching properties, the colour will change to the colour you are used to from Snow White Classic after post curing (or in some cases even more white).
Below some printer settings, this is only an indication, settings depend on colour, print, size and orientation on most machines.
| Printer | Z-Layer height | Base layer time | Base layers | Normal layers |
|---|---|---|---|---|
| Slash | 0.1 mm | 3.8s | ||
| Photon | 0.08 mm | 65 | 4-8 | 11-11.5s |
| D-7 | 0.05 mm | 55 | 8 | 8.7s |
Printing with F1+ Blends

The F1+ Blend family of resins have been developed from the ground up especially for the Formlabs Form1 and the Form1+. They are compatible with the machines, as well as with the PreForm software.
The blends are all of a much lower viscosity than the Formlabs resins, therefore no problems in countries with a colder climate.
The F1+ blend family comes in four colours:
Clear, White, Grey and Black. those colours correspond with the Preform software colours. So select the colour you are using and choose the V01 version.
Then select the layer height 0.02mm - 0.1mm. Since the blends are all high res especially the (deep) Black version of the F1+, the finest, most detailed results are achieved at the highest resolutions.
The White and the Black F1+ have similar properties as the Snow White and the Deep Black from our speciality family of blends.
Cleaning and post cure of the prints is similar to the normal procedures for our resins.
Happy printing!
Cleaning & Post Cure of your print
There are two ways to deal with post curing and cleaning.
Method one: (quick and dirty method)
- Print object
- Clean object with alcohol. Don’t use acetone! Put the object in a jar or something with alcohol, and swirl (shake) till the excess resin has been removed (this takes about two minutes) Use a soft brush (make up brush or something) to clean if necessary. Don’t leave the object in the alcohol!
- Blow dry the object with compressed air (or by blowing with your mouth)
- Remove supports if the object is cured enough. (otherwise wait till after the post cure)
- Put object under UV for post curing.
- The object is cured when you nail doesn’t leave scratch marks.
Method two: (microscopically fine, post cure method)
- Print the object
- Put the object in an ultrasonic cleaning bath with a solution of demineralised water and 3% Sonixlab TEK33 (universal cleaning solution for untrasonic, kind of soap) for about 180 seconds is usually enough, if not repeat for a second time. Bath temperature 35C
- Flush with demineralised water
- Blow dry object with compressed air.
- Remove supports if the object is cured enough. (otherwise wait till after the post cure)
- Put the object under UV for post curing +- 1 hour.
- Optionally: In the oven at a 60C for about an hour. Then increase heat to 100 for another hour. Let the object cool down in the oven.
Flash Burnout Schedule for Castable Blend
For this burnout schedule a simple Paragon SC2 kiln was used.
Preheat the Kiln to 850 Centigrade.
30 minutes after mixing the investment, put the mould straight into the hot kiln.
Keep it at 850 C for 1 hour 30 minutes.
After that drop to 485 Centigrade as quickly as the kin will allow. Hold at 485 for 15 minutes and cast.
The flasks used are 75mm diameter and 75mm high.
A centrifugal casting machine was used.

Additional Info about casting resins
Download our Castable burnout schedule (flash and normal burnout)
Download a document about interaction between your print and the investment material from James Binnion
Is your printer made of the right materials?
With the enormous influx of new SLA/DLP printers (a new printer is born about every week now), the choice of the materials is not always the right one for the purpose.
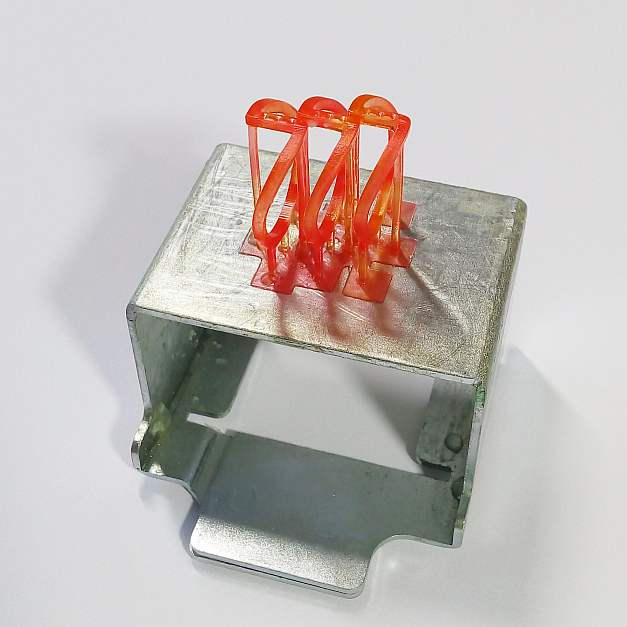
In search of the most cost-effective solutions, or just out of sheer ignorance, manufacturers do not always make the right choices for their materials. We see that with a lot of printers. The manufacturer chooses for instance for Polystyrene (PS) as a material to constru...ct parts of their machines, instead of the slightly more expensive acrylic variant. Plastics like PS are hard and very clear and easy to shape. Besides that it is readily available in a broad range of colours. (Among all those colours the very popular orange/red. )
The problem with ‘plastics’ like PS lies in the fact that they are prone to react with a high number of chemicals. Among them for instance is Isopropanol alcohol, which is commonly used as cleaning detergent for prints. Also, and this is more of an issue, it interacts with 90% of all resins. Several monomers commonly used in all formulas undergo a chemical reaction with PS. Some of them faster than others, but in all cases in the long term they have a deteriorating effect on PS.
Several ‘plastics’ are prone to this phenomenon. PVC, Vinyl, and Plastics with a high amount of plasticisers (softening agent) just to name a couple.
Producers often try to find a cheaper solution and change materials in later models, or even during the production of a certain model. Therefore, when working with a machine of a certain model it might be completely ok, while another machine from the same model might not. It might also not work with replacement parts (Like for instance a vat).
We do not test every product in the market, nor do we keep track of all changes in materials. We produce resins, it is the responsibility of the producers of the printers to use the right materials.
Therefore it is important to always check if your specific machine, or parts, are resistant to this phenomenon. Just rub a bit of resin on a place that is out of sight and where it won’t damage anything. When it is not the right material, the part will get a matt or milky appearance after some time.
Test: FunToDo on the Projet 1200
This article is published by Nicolas Tranchant. Bijouterie Vivalatina His blog: http://creation-bijoux-personnalises.fr/
Using FunToDo resins on the 1200 projet (PDF for Download)
Nicolas is the fundator of Vivalatina, an online jewelry that use 3D printing for jewelry production.
Throught this article, he shares with us his experience about FunToDo resins printing on the 1200
Projet.
MSDS for our products
Here you can download the MSDS for our products:
Standard Blend MSDS
Industrial Blend MSDS
Castable Blend MSDS
Deep Black MSDS
Snow White MSDS
F1+ MSDS